





激光焊接工藝中氣孔產生的原因和如何避免
為什么會出現氣孔
1.1激光焊接的小孔內部處于一種不穩定振動狀態,小孔和熔池的流動非常劇烈,小孔內部的金屬蒸汽向外噴發引起小孔開口處的蒸汽渦流,將保護氣體(Ar)卷入小孔底部,隨著小孔向前移動,這些保護氣體將以氣泡形式進入熔池。因Ar溶解度極低,再加上激光焊接的冷卻速度很快,氣泡來不及逸出而被殘留在焊縫,形成氣孔。另外由于保護不良而引起的。在焊接過程中,氮從外部侵入熔池,氮在液態鐵中的溶解度與氮在固態鐵的溶解度有很大的差異,因而在金屬的冷卻凝固過程中。 由于氮的溶解度隨溫度的下降而降低,當熔池金屬冷卻到開始結晶時,溶解度將發生大幅度的突然下降,此時氣體大量析出形成氣泡,如果氣泡的上浮速度小于金屬結晶速度,則生成氣孔。
激光熔焊抑制氣孔方式
1、通過焊前表面處理方式抑制焊接氣孔
焊前表面處理是控制鋁合金激光焊縫冶金氣孔的有效方法,通常表面處理方法有物理機械清理、化學清理。
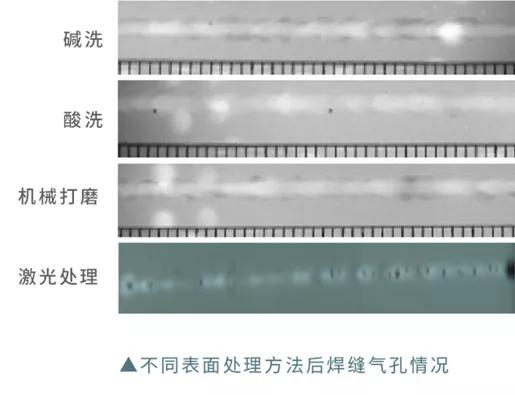
經過對比,采用化學方法處理試板表面(金屬清洗劑清洗-水洗-堿洗-水洗-酸洗-水洗-干燥)的流程處理最好。其中堿洗用25%NaOH(氫氧化鈉)水溶液去除材料表面厚度,酸洗用 20% HNO3(硝酸)+2% HF(氟化氫)水溶液中和殘留的堿液。試板表面處理后在24小時內實施焊接,試板處理后停留時間較長時焊前裝配再用無水酒精擦拭。
2、通過焊接工藝參數抑制焊接氣孔
焊縫氣孔的形成除了與焊件表面處理質量有關,還與焊接工藝參數相關。焊接參數對焊縫氣孔的影響主要體現在焊縫熔透情況,即焊縫背寬比對氣孔的影響。
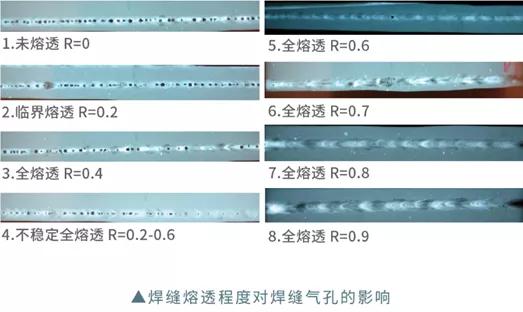
通過測試可知,焊縫背寬比R>0.6時可以有效改善焊縫中鏈狀氣孔的集中分布,當背寬比R>0.8 時,可以有效改善焊縫中大氣孔的存在,并很大程度上消除了焊縫中氣孔的殘留。
3、通過正確選擇保護氣體及流量抑制焊接氣孔
保護氣體的選用直接影響到焊接的質量、效率及成本,激光焊接過程中,正確的吹入保護氣體可以有效減少焊縫氣孔。

如上圖,采用Ar(氬氣)和He(氦氣)對焊縫表面進行保護,在鋁合金激光焊接過程中,Ar和He對激光的電離程度不同,造成焊縫成形不盡相同。結果可見,選用Ar作為保護氣體所得焊縫的氣孔率整體少于選用He作為保護氣體時焊縫的氣孔率。
同時我們也要注意,氣流量過小(<10L/min)焊接產生的大量等離子體無法吹走,使得焊接熔池不穩定,氣孔形成幾率增加。氣體流量適中(15L/min左右)等離子體得到有效控制,保護氣對溶池起到了很好的防氧化作用,氣孔最少。過大的氣流量伴隨過大的氣體壓力,使得部分保護氣混入溶池內部,使氣孔率上升。
受材料本身性能影響,在焊接過程中不能完全避免焊接無氣孔現象,只能降低氣孔率。
